
Albert Einstein egyszer azt mondta, hogy „Minél több a tudás, annál kisebb az Egó. Minél nagyobb az Egó, annál kisebb a tudás.”
Mélységesen egyet értünk ezzel a kijelentéssel. Sőt, az első szikrákat, amik végül az egész Hegesztő Bajnokok weboldal gondolatának gyújtósát adták, éppen azok a hozzá nem értésről tanuskodó, mégis teljes meggyőződéssel (valótlanságot) állító Facebook post írók és kommentelők jelentették, akiktől óva intünk minden hegeszteni vágyót!
Ebben a tudástárban összegyűjtöttük nektek azokat a legalapvetőbb hegesztéssel kapcsolatos fogalmakat és kifejezéseket, amikkel minden hegesztőnek tisztában kell lennie, és amik segítségetekre lehetnek a munkátokhoz legmegfelelőbb hegesztőgép és hozaganyag kiválasztásában.
Hegesztési alapfogalmak listája:
1. Hegesztőáram
- az ív stabilitását (ha nem elég nagy, az ív nem irányítható, nehezen gyullad és könnyen kialszik);
- az elektróda leolvadási teljesítményét (minél nagyobb, annál gyorsabban olvad az elektróda);
- a hegfürdő hevítését (ha túl nagy, a hegfürdő annyira nagy lehet, hogy kezelhetetlenné válik, pozícióhegesztésnél lefolyik vagy a vékonyabb lemez átolvad, az ív nehezen kezelhetővé válik, ha nem elég nagy, az alapanyag nem olvad meg, kötéshiba keletkezik).

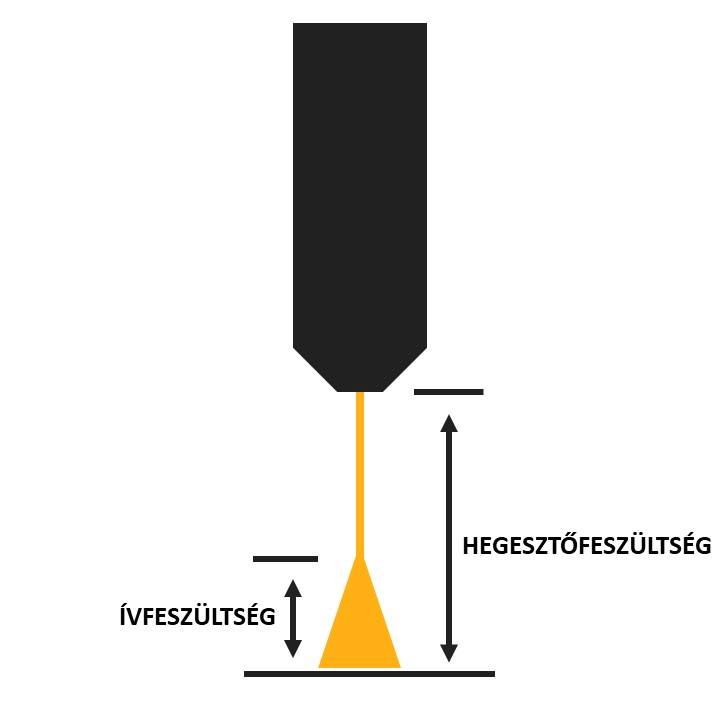
2. Ívfeszültség (hegesztőfeszültség)
- Ívhegesztéshez 10 V — 44 V,
- Plazmavágáshoz 80…180 V,
- Plazmafaragáshoz valamivel nagyobb, 100….220 V. tartományban van.
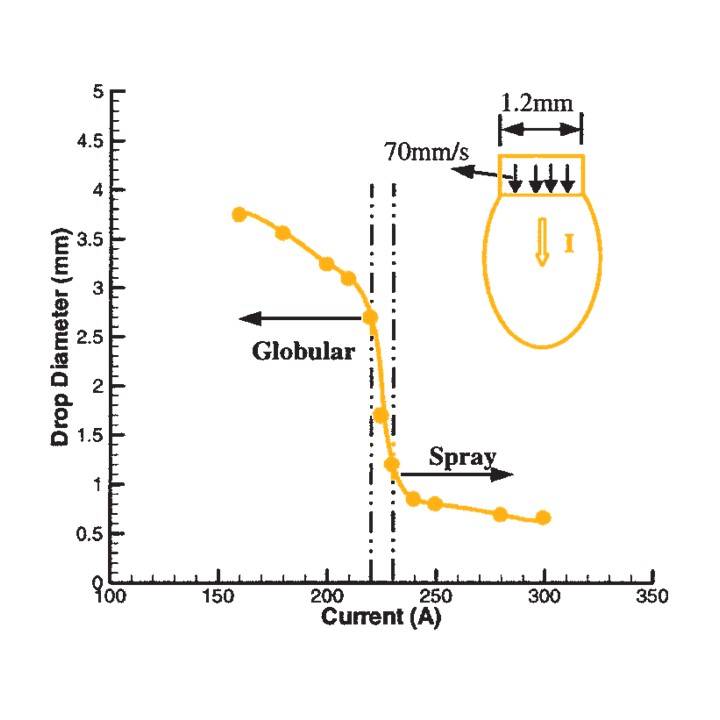
3. Cseppentő hegesztés (Drop welding)
4. Kúszó Start
MIG/MAG-hegesztés ívgyújtását segítő funkció. Kezdéskor a beállított előtolási sebességnél jóval lassabban indul a huzal, így jobbak a feltételek az ívgyújtáshoz. Ha létrejött az ív, a gép önműködően átáll a beállított előtolási sebességre. Különösen nagy előtolási sebességek esetén hasznos.
5. Burn Back
MIG/MAG-hegesztésnél a huzalelőtolás leállításakor a huzal pisztolyból kilépő vége nem áll le azonnal, előtte még néhány millimétert megtesz. Előfordulhat, hogy ilyenkor eléri a hegfürdőt, és akkor (mivel már nincs ív) beleragad. Ez megelőzhető úgy, hogy az áramforrást kissé késleltetve kapcsoljuk ki (ezt hívjuk huzal visszaolvasztásnak vagy burn back funkciónak), vagyis az előtolás leállítása után még rövid ideig az ív nem alszik ki. Ha van ilyen funkció, a késletetés idejét gondosan kell beállítani! Ha túl nagyra állítjuk, a huzal visszaéghet, beolvadhat az áramátadóba.

6. Fokozatmentes huzalelőtolás
Ínyencek számára fontos funkció lehet még a fokozatmentes huzalelőtolás állítási lehetőség is. A modern MIG invertereken ez a funkció már alapfelszereltségnek számít, mégis érdemes utánakérdezni a választott gépnél. A 10 fokozatú skálán változtatható sebesség ugyanis nagyban csökkentheti mind a hegesztési élményt, mind pedig a munka minőségét.
7. Gáz utóáramlás
A gáz utóáramás egyszerű, alapvető, mégis nélkülözhetetlen funkciója valamennyi fogyóelektródás hegesztőgépnek. A hegesztési ciklus végét követő néhány másodpercben a még folyékony hegfürdőt óvni kell a szennyeződésektől és az oxigéntől. Ennek megfelelően a rendszer valamivel tovább adagolja a védőgázt (~1-5 mp), mint a huzalt a hegesztéshez.

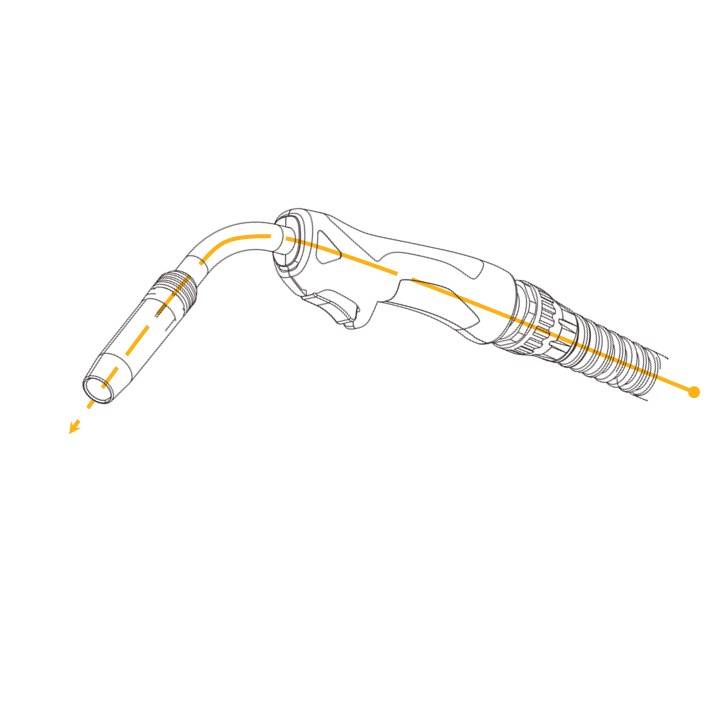
8. MIG hegesztőpisztoly/ munkakábel paraméterei
A választott MIG hegesztőgép tartozékainak és kopó alkatrészeinek listája hosszú, típusuk és minőségük pedig sokféle lehet. Az egyik, ha nem a legfontosabb amire ügyelnünk kell azok a csomagban lévő MIG hegesztőpisztoly és hegesztőkábel paraméterek. Az alsó árkategóriájú, hobbi és barkács felhasználásra szánt invertereknél ugyan elfogadható az 1-2 méteres beépített MIG munkakábel, de lakatos, kisiparos felhasználásra már erősen javasoljuk a minimum 2,5-3 méteres EURO csatlakozós munkakábel használatát

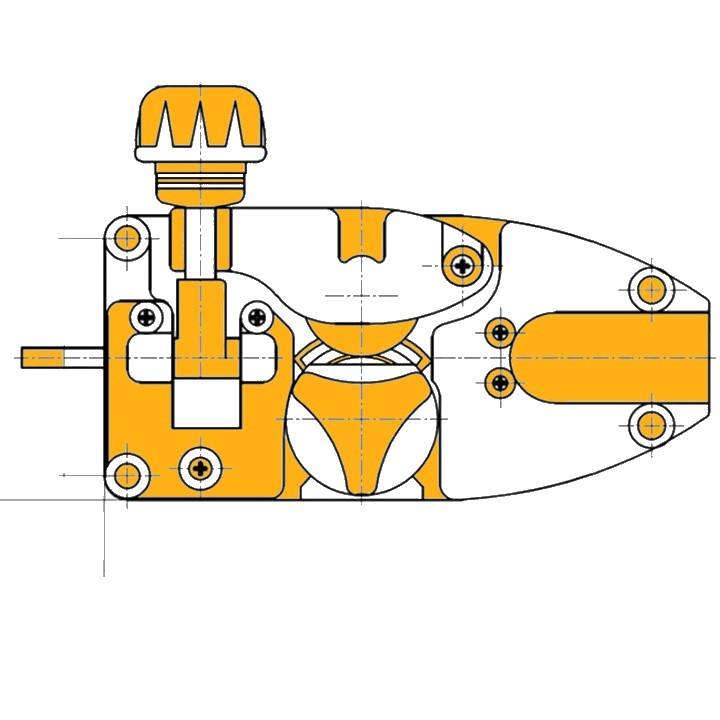
9. Huzalelőtoló típusa
A MIG hegesztőgépekben lévő huzalelőtoló szerkezet fő feladata egyfelől a huzal huzaldobról való lecsévélése, másfelől az egyenletes sebességgel való továbbítása a munkakábelen keresztül a hegesztőpisztolyba, onnan pedig az áramátadón keresztül a hegesztési fürdőbe.
A hazai piacon a barkács, lakatos, de még a kisiparos kategóriában is a fémházas, kétgörgős huzalelőtoló konstrukció számít általánosnak. Ennek ellenére érdemes a választott hegesztőgép megbízhatóságának ebből a szempontból is utánajárni, mert az elégtelenül működő huzalelőtoló szerkezet nemcsak, hogy az egyik legdühítőbb probléma, de megoldása az egyik legkörülményesebb és legköltségesebb is.
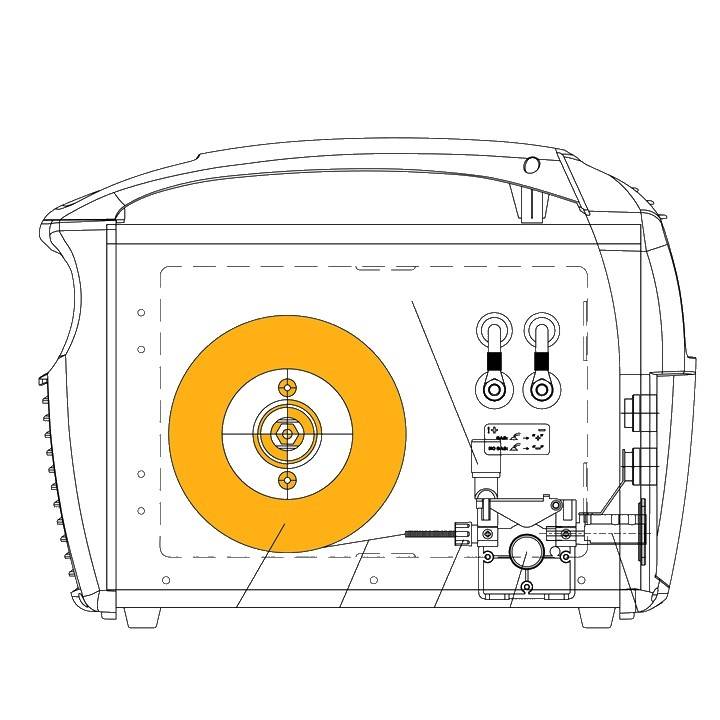
10. Huzaldob kapcitás
Sok hegesztő hozzáállása szerint bármilyen huzalt át lehet csévélni bármekkora huzaldobra. Mi ezen annyiban pontosítanánk, hogy lehet, de egy fokkal egyszerűbb eleve olyan gépet venni, ami alkalmas több huzaldob méret befogadására is. A kifejezetten porbeles hegesztőgépek esetében elterjedt az olyan kisméretű gépház, ami csak az 1kg-os huzalt tudja fogadni, ami logikus hiszen főként ilyen kiszerelésű porbeles hegesztőhuzalt lehet vásárolni itthon. A MIG hegesztőgép választása során azonban, éppen az említett probléma miatt érdemes keresni azokat a gép konstrukciókat, melyek 1kg és 5kg huzaldob befogadására is alkalmasak.
11. Áramerősség tartomány
Az áramerősség tartomány az egyik legfontosabb tulajdonsága minden hegesztőgépnek. Nem véletlen, hogy a gépek neve is legtöbbször annak maximális áramerősségére utal. Hegesztőgép választása előtt feltétlenül tájékozódjuk és legyünk tisztában azzal, hogy mire akarjuk használni a hegesztőgépet, ahhoz milyen hozaganyagra van szükségünk, és milyen áramerősség kell majd az adott hozaganyaghoz, munkadarab megmunkálásához.
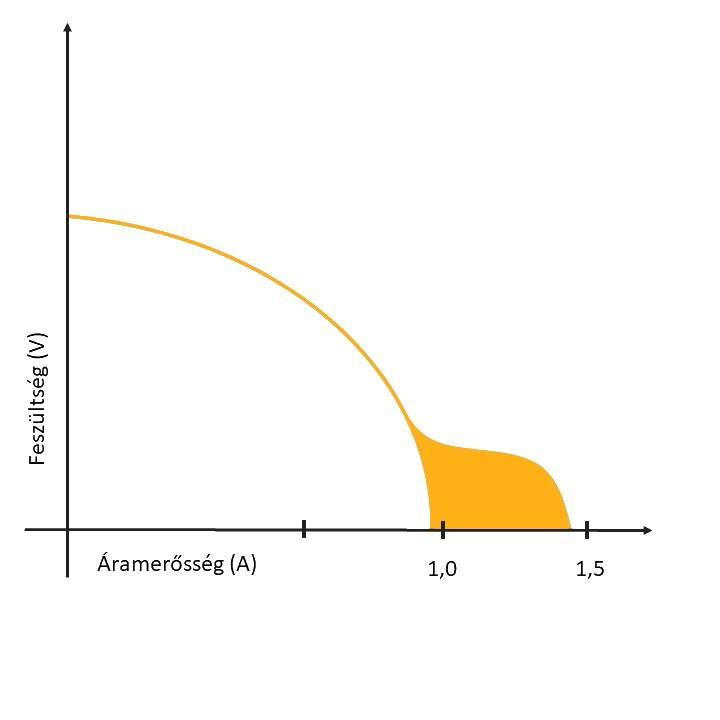
12. Huzalátmérő kapacitás
Az áramerősség tartomány ugyan önmagában kijelöli azt a huzalvastagságot, amit az adott hegesztőgép még le tud olvasztani, mégis érdemes a forgalamzói oldalakon utánaolvasni a gépek ‘ideális huzalvastagságának’ is.
13. Szinergikus vezérlés
Napjainkban a fogyóelektródás inverterek legmeghatározóbb trendje világ szinten a szinergikus vezérlés. A szinergikus hegesztőgépek lehetővé teszik, hogy használójuknak csak az olyan egyértelmű paramétereket kelljen megadnia, mint a huzalvastagság, lemezvastagság, védőgáz típusa stb., amikből a szinergikus vezérlés kiszámolja és beállítja az ideális huzalelőtolási sebességet, a feszültséget és az áramerősséget.
Az olyan hegesztők számára persze, akiknek a kisujjában van a szakma minden fortélya, természetesen felesleges, sőt sok esetben hátráltató is ez a funkció. Ellenben melegen tudjuk ajánlani a szinergikus vezérlést azoknak a hegesztőknek, akik úgy érzik, hogy még elkél némi segítség a fent felsorolt hegesztési paraméterek beállításában.
14. Hot Start
MMA áramforrások gyakori funkciója. Ívgyújtáskor önműködően nagyobb áramot állít elő a hegsztőgép, mint a beállított hegesztőáram. Így biztosabb az ívgyújtás, és segít elkerülni a (különösen hideg és/vagy vastag) anyagok hegesztésekor gyakori kezdési kötéshibákat.

15. Antistick
Arra szolgál, hogy megakadályozza az elektróda leragadását (akaratlan rövidzárlat esetén az elektróda „beleheged” a hegfürdőbe). Ha ez bekövetkezik, az áramforrás áramát mimimumra csökkenti, megkönnyítve ezzel az elektróda eltávolítását.

16. Arc Force
A rövidzárlattal járó, nagycseppes cseppátmenet támogatására szolgáló funkció (magyarul „íverő”-nek szokás nevezni). Ha be van kapcsolva, az áramforrás érzékeli az ívhossz (azaz az ívfeszültség) csökkenését, amit általában a már növekvő, leválni készülő csepp okoz, és megnöveli a zárlati áram értékét, felgyorsítva ezzel a csepp leválását. Az áramnövekedés mértéke általában állítható. A funkció célja, hogy az ívhossz csökkenése esetén elkerüljük az elektróda letapadását.
17. Digitális kijelző
Az ívhegesztés legfontosabb paramétere: a hegesztőíven átfolyó villamos áram nagysága (amper-ben). Nagysága meghatározó mind az ív stabilitása, az elektróda leolvadási teljesítménye és a beolvadási mélység szempontjából. Éppen ezért az inverterekkel szembeni alapvető követelmény a digitális kijelző megléte, ami lehetővé teszi a pontos áramerősség beállítást.

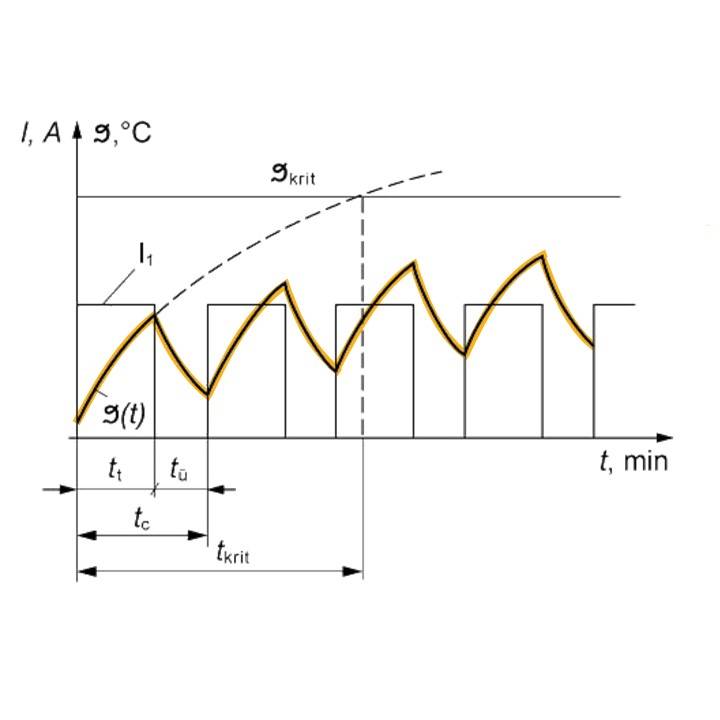
18. Bekapcsolási idő
A bekapcsolási idő egy százalékban megadott szám, ami azt jelenti, hogy a maximális hegesztőárammal, 10 perces ciklusidőt alapul véve, ennek hány %-áig (60% esetén példánál 6 percig) szabad alkalmazni anélkül, hogy a hegesztőgép erősáramú része túlmelegedjen. A visszamaradó időben (jelen példánál ez 4 perc) hegesztés és kikapcsolás nélkül hagyni kell, hogy a ventilátorok visszahűtsék a gépet. Ezek a hegesztési ciklusok a gép túlmelegedés veszélye nélkül ismételhetők.
19. Túlterhelés-, érintésvédelem
A túlterhelés-védelem annak megakadályozását jelenti, hogy az ellátó vezetékekben és a készülékekben nagyobb áram keletkezzen, mint amire méretezve vannak.
Az érintésvédelem a megérinthető részek testzárlata esetén fellépő zárlati áram érzékelése esetén a tápfeszültség azonnali megszakítását jelenti.
20. Test-, és munkakábel paraméterei
Fontos szempontok lehetnek még hegesztőgép vásárlása esetén az inverter mellé kapott test-, és munkakábelek paraméterei is. Hobbi szintű felhasználásra ajánlott MMA inverterek esetén ezek a tartozékok jobbára kimerülnek a test-, és munkakábelben. Ezen a téren azonban jelentős különbség mutatkozik márka és márka közt. A 16 kvadrátos kábelvastagság bevettnek és egyben elfogadhatónak mondható barkács kategóriában (180-200A esetén már javasolt a 25 kvadrát), így a döntő szempont a kábelek hossza. Tapasztalataink szerint a minőségi és kényelmes munkavégzéshez elengedhetetlen a minimum 2,5 méteres, de inkább 3 méteres vagy annál hosszabb test-, és munkakábel.

21. VRD

Összegzés
Reméljük, hogy a fenti fogalomtár segítségetekre lesz jövőbeni hegesztési munkáitok és eszközbeszerzéseitek során. Amennyiben hozzáfűzni valótok van az olvasottakhoz, vagy van olyan hegesztéstechnikai fogalom amire még kíváncsiak vagytok, úgy kérünk titeket, hogy ne habozzatok írni nekünk, hogy a ti igényeitek szerint bővíthessük a Hegesztő Bajnokok oldalát. Hálásan fogadunk minden észrevételt és tanácsot!
Üdvözlettel,
A HEGESZTŐBAJNOKOK csapata